













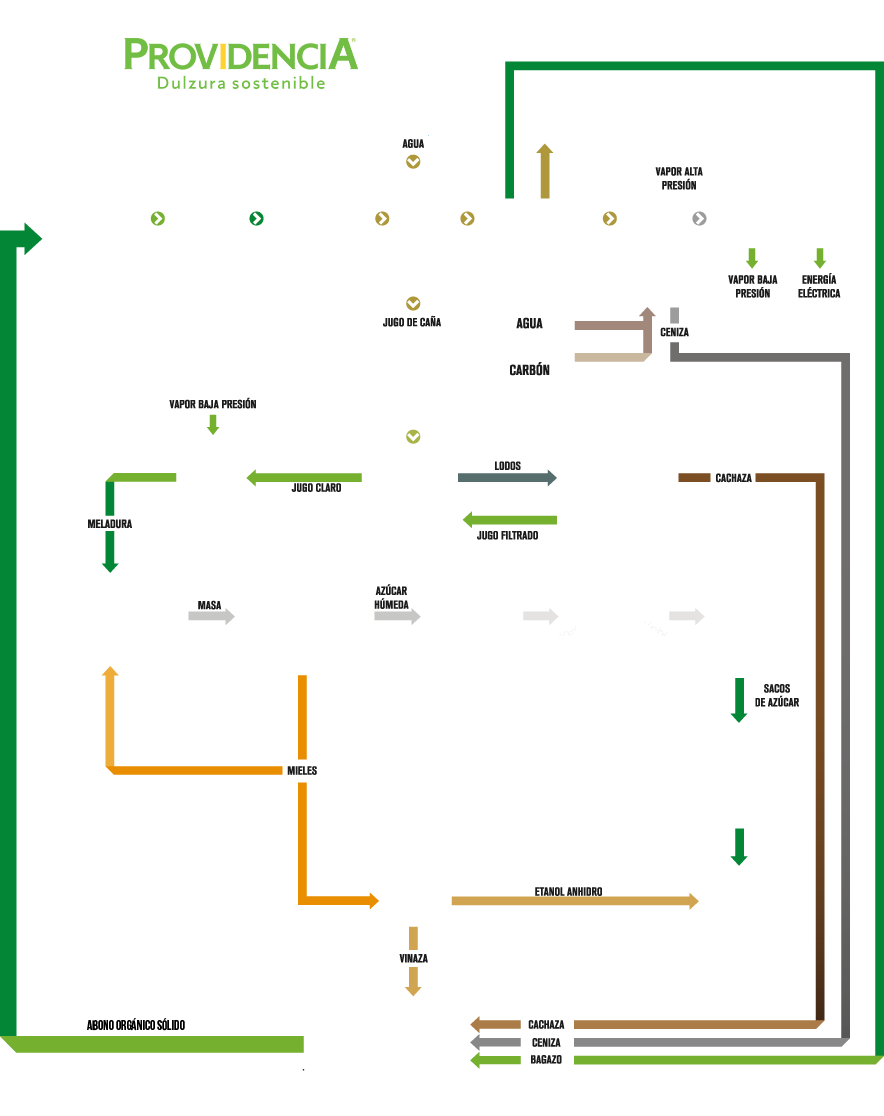
La caña de azúcar debe ser sometida a procesos físico- químicos y biológicos para ser transformada en azúcar, alcohol y energía.
Veamos cómo se hace:
Proceso de producción de alcohol anhidro a partir de mieles, mediante la utilización de procesos de fermentación, destilación y deshidratación.
Proceso de fraccionamiento de azúcar seco en diferentes presentaciones según necesidades de los clientes.
Proceso de purificación de jugo por medio de la sedimentación de lodos o impurezas. Al jugo caliente se le adiciona floculante y se envía a los clarificadores, donde se logra la separación de los sólidos insolubles.
Incremento de la temperatura del jugo de la caña (de temperatura ambiente a 102 °C) utilizando vapor y equipos de calentamiento para acelerar la separación de sólidos insolubles.
Transformación de la energía del vapor generado en las calderas, en energía eléctrica, mediante el uso de turbogeneradores. Suple las necesidades de la planta y permite la venta de los excedentes de energía a la red pública.
Proceso en el cual la caña de azúcar producida en el campo es transportada a la Fábrica de producción de azúcar.
Producción de abono orgánico mineral a partir de subproductos de la producción de azúcar y alcohol anhidro.
Almacenamiento de las diferentes presentaciones de azúcar en condiciones de humedad y temperatura controladas.
Esta planta envía agua a las calderas y a las torres de enfriamiento totalmente suavizada. Una parte del agua tratada en esta planta es utilizada como agua de disolución en la fermentación. De esta forma, el proceso no genera ningún efluente líquido.
Proceso de remoción del exceso de humedad del azúcar al colocarlo en contacto directo con aire seco y caliente en equipos de secado rotatorios.
Proceso de separación de cristales de azúcar y mieles mediante la utilización de máquinas centrífugas.
Proceso de formación de cristales de azúcar mediante la evaporación de agua en condiciones controladas de temperatura y concentración en equipo al vacío.
Proceso de remoción de agua del jugo de la caña para transformarla en meladura, utilizando equipos de evaporación multietapa. Los vapores generados se utilizan en los procesaos de calentamiento.
Proceso de recuperación de la sacarosa de los lodos mediante la utilización de filtros al vacío, adicionando agua caliente y bagacillo.
Proceso de transformación de agua tratada a vapor en condiciones de alta presión y temperatura para procesos de expansión térmica en turbinas de vapor para la producción de energía eléctrica y subprocesos térmicos de la Fábrica. Utiliza bagazo como combustible renovable, subproducto de la molienda de caña.
Proceso de extracción del jugo de la caña utilizando molinos por acción de compresión mecánica y usando maceración con agua caliente o jugo.
La cosecha es la encargada de realizar la programación y ejecución de las labores de corte, alce y transporte, cumpliendo con los estándares de calidad, oportunidad, legislación ambiental y bajo costo.
Comprende todas las labores agrícolas manuales y mecanizadas que requieran los cultivos de caña de azúcar, incluyendo el diseño, la adecuación, preparación, siembra y levantamiento de las plantaciones hasta el momento de su cosecha.
Navega e interactúa con la infografía
Navega e interactúa con la infografía

Campo

Cosecha

Transporte
Caña
Molienda


Bagazo producción papel

Bagazo
Vapor alta
Presión

Generación de
vapor
Vapor baja
presión
Energía
eléctrica

Generación de
energía eléctrica

Calentamiento
jugo

Carbón

Agua

Evaporación
de jugo

Clarificación
jugo

Filtración lodos
Cachaza

Cristalización

Centrifugación
Secado
Azúcar

Envase

Bodega de
producto terminado

Producción
etanol

Clientes

Compostaje

